
返回 當前位置:首頁 → 新聞中心 → 知識百科 → 抗震加固丨新增帶框鋼支撐安全技術文件(可用作交底文件)
2024-01-17 16:14:45
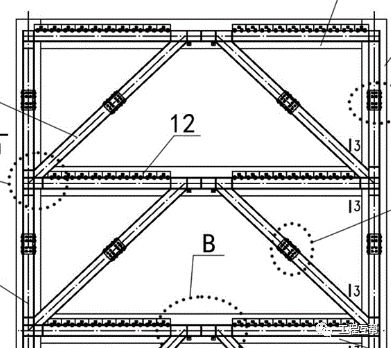
一、新增帶框鋼支撐目的
根據鑒定結果要求,需要采用帶框鋼支撐調整結構剛度和平面布局,控制層間位移。
二、 施工步驟
1、將增加鋼框支撐部位填充墻拆除,將梁、柱抹灰層剔除,鑿去結合面風化酥松層、碳化銹裂層,修補缺陷,并彈線定位,保證上下各層的鋼框支撐在同一平面內。
2、在周邊梁、柱上鉆孔、清孔、植入化學栓釘,栓釘位置與周邊柱的鋼綴板、鋼框上焊接的栓釘避讓。
3、在施工前預先在型鋼上焊接栓釘、并加工型鋼的坡口,運輸過程應采取保護措施
4、現場將型鋼就位,并焊接成整體,新增帶框鋼支撐的連接為熔透焊縫,焊縫質量等級為二級。
5、在邊框周圍加入螺旋鋼筋,并支模,通過預留的孔洞,壓力注入灌漿料,直至飽滿。
6、在樓梯間增加鋼支撐,遇有梯柱時,在腹板上開洞,穿過梯柱后,再補焊一塊鋼板 。
7、拆模后加強養護,打磨平整,鋼支撐表面應進行防火防腐處理。
三、施工工藝
1、放線:對各層新增帶框鋼支撐部位進行放線確保鋼支撐內邊與砼梁在同一平面內。
2、鉆孔:錨栓的錨孔,用毛刷或手動氣筒清除孔內粉屑,鉆孔直徑28mm,允許偏差不得大于5mm,錨栓表面不得有浮銹。
3、 植栓:在孔內注入植筋膠,單孔用量不得少于97g,之后插入Φ18的栓釘,植入深度150mm,外露150mm,靜止時間不少于48小時。
四、鋼支撐加工
1、工廠內對鋼支撐進行打磨除銹處理,除銹等級Sa2.5,之后使用栓釘槍在鋼支撐上面焊接栓釘,雙排Φ16的栓釘,間距不大于200mm,鋼支撐外框部位每隔1m焊接一個高度為10cm的支托,材質選用鋼筋,在鋼支撐上面涂刷防銹漆。
2、由工廠運至施工現場時,要對栓釘及支托部位進行防護,避免在運輸過程中發生碰撞出現“缺釘少托”的情況。
五、鋼支撐安裝
1、放樣; 在需要安裝鋼支撐的部位預先拼裝,對由不合適的位置進行微調,鋼支撐兩端支點中心線偏差不應大于20mm,安裝后總偏心量不應大于50mm,否則,必須進行二次加工或更換。
2、安裝;安裝順序為先安裝鋼支撐外框,在外框安裝完成后對其內部斜撐進行固定安裝,安裝時,要確保鋼支撐的位置正確,為避免“失穩”必要時需要采取鋼楔子臨時固定措施,鋼支撐內邊要和混凝土梁內側持平,稍有偏差時需要用撬棍或鋼楔對其進行微調,之后對其進行滿焊焊接,之后再將螺旋筋放入鋼支撐與混凝土中間,使用預先植入混凝土內的Φ18的栓釘和焊接在鋼支撐Φ16的栓釘將其卡牢。
3、支模;在鋼支撐與混凝土結合面之間支護模板,使用步步緊對其進行固定,保證尺寸與原結構梁尺寸上下一致,且必須嚴實,使用發泡膠對周圍縫隙進行封堵并預留出灌漿口,之后使用灌漿料對該部位進行灌注。
4、澆筑;澆筑時,要保證對其不間斷的振搗,以保證其能夠灌漿飽滿,與混凝土面充分結合。
5、養護;養護時間不少于48小時。
6、防火涂料:在鋼支撐表面噴涂防火涂料,厚度為8-10mm,耐火極限為2.5小時。噴涂時,涂料要均勻的噴在鋼支撐上面,干固后出現脫落的情況,因將其部位鏟除后,重新噴涂。
六、質量保證措施
1、安裝焊縫坡口的允許偏差應符合下表規定:

2、焊縫表面不得有裂紋、焊瘤等缺陷、二級焊縫不得有表面氣孔、夾渣、弧坑裂紋、電弧擦傷等缺陷;且二級焊縫不得有咬邊、未焊滿、根部收縮等缺陷。
3、焊成凹形的角焊縫,焊縫金屬與母材間應平緩過渡;加工成凹形的角焊縫,不得在其表面留下切痕。
4、焊縫感觀應達到:外形均勻,成型良好,焊道與焊道、焊道與基本金屬間過渡平滑,焊渣和飛濺物基本清除干凈。
5、焊接時,引弧應在墊板、幫條或形成焊縫的部位進行。
6、焊接過程中應及時清渣,焊縫表面應光滑,焊縫余高應平緩過渡,弧坑應填滿。
7、應選用合適的電流,避免電流過大、電弧拉得過長,控制好焊條的角度和運弧的方法.。
七、特殊工序控制
CO2氣體保護焊焊接工藝
CO2氣體保護焊工藝的保護氣成分配比流量、焊絲伸出長度(即導電嘴與工件之間距離)、保護氣罩與工件之間距離等,都對焊縫成形和質量有重大影響。
1、 CO2+Ar混合氣配比的影響
短路過渡時,CO2含量在50%~70%范圍內都有良好效果;在大電流滴狀過渡時,Ar含量為75%~80%時,可以達到噴射過渡,電弧穩定,飛濺很少。在20%CO2+80%Ar混合氣體條件下,焊縫表面最光滑,但熔透率減少,焊道變窄。
2、 保護氣流量的影響
氣體流量大時保護較充分,但流量太大時對電弧的冷卻和壓縮很劇烈,擾亂熔池,影響焊縫成形。
3、導電嘴與焊絲端頭距離的影響
焊絲伸出長度大,有利于提高焊絲的熔敷率;但伸出長度過大時,會使電弧過大穩定,應予以避免。通常ф1.2焊絲伸出長度保持在15~20mm,按焊接電流大小作選擇。
4、 焊距與工件的距離
焊距與工件距離太大時,焊縫易出現氣孔。距離太小,則保護罩易被飛濺堵塞,需經常清理保護罩。嚴重時,出現大量氣孔,焊縫金屬氧化,甚至導電嘴與保護罩之間產生短路而燒損,必須頻繁更換。合適的距離根據使用電流大小而定。
八、安全保證
鋼支撐的穩定性是控制整個框架穩定的重要因素之一,其架設必須準確到位,并嚴格按設計要求施工,并注意觀測其變形,另外,從鋼支撐架設至灌漿完成的整個施工過程中,須對鋼支撐嚴格監測及防護,以確保其穩定性。
1、由于鋼支撐跨度較大,活荷載對其影響較大,易使支撐因震動而失穩,所以嚴禁在其上放置各種物體及人員攀登和行走。
2、施工中需要重點做好對鋼支撐安裝和使用過程中的軸線偏差及位移的觀測,如超過允許值,應迅速采取處理措施。
3、支撐安裝完畢后應及時檢查各節點的連接狀況。
4、高空臨邊作業,施工人員必須佩帶安全帶及安全帽。

版權說明:內容來源于 工程互幫,版權歸原作者所有。我們欣賞原創,更尊重原創,如有侵權請及時聯系微信:gzqinhan

近日,武漢地鐵11號線因疑似受到“釘子戶”影響而改…

這座地標建筑被譽為“云頂天宮”,不僅以其獨特的外觀…

地下室抗浮失效導致底板上浮開裂、框柱沖切破壞等危及…

與此同時,傳統養殖業也面臨著環境污染、資源消耗大、…

項目的初衷是打造成為“浙江第一高樓”,最初的規劃高…

越來越多項目開始設置一站式人員入場服務區(總包服務…

最近,住建部和財政部,在城中村改造政策上放了一個大…

在四川省遂寧市大英縣,一個雄心勃勃的項目——按照1…

9月23日,住建部官網發布四項國家標準,包括《供水…

1立方米的新雪,是由高達60億到80億片雪組成的,…

11月15日,位于江門臺山市臺城街道金福花園附近,…

在上海這座東方明珠的城市中,武康大樓以其獨特的歷史…
—— Contact number




